دانلود با لینک مستقیم و پر سرعت .

نکته مهم در شبیه سازی، بررسی مسیر ابزار می باشد و مقصود کنترل ابزار در حین حرکت از نقطه ای به نقطه دیگر برای بررسی احتمال برخورد با قطعه می باشد. برخوردهای ناگهانی در سرعت های بالا باعث آسیب دیدن قطعه، دستگاه و ابزار می شود. تعیین نوع و مشخصات ماشین ابزار (ماشین سه محوره، ماشین سه محوره با میز چرخان، ماشین پنج محوره، ماشین تراش افقی، ماشین تراش عمودی) و انواع تنظیمات برای ماشین و ابزار (تعیین نقاط مرجع، قطعه کار، بلوک خام، فیکسچر، تعیین صفحه حد مرز قلم دستگاه، نقطه تعویض ابزار، مختصات مرکز میز ماشین، مشخصات ابعادی ابزار، سرعت براده بردای دستگاه، سرعت پیشروی ابزار، سرعت نزدیک شدن و دور شدن ابزار به قطعه کار، سرعت دورانی اسپیندل (سرعت خطی یا دورانی)، نحوه تماس قلم با قطعه کار، موقعیت مکانی قلم ابزار قبل و بعد از انجام عملیات، تعریف نقطه شروع و پایان حرکت بر روی قطعه کار، میزان براده برداری در هر بار حرکت قلم (در هر پاس)، مسیر براده بردای و نحوه براده برداری، میزان تلرانس لقی قلم در حین حرکت، میزان تلرانس مربوط به ضخامت فیکسچر، فاصله بین قلم در دوبار براده بردای متوالی، تعداد دفعات براده برداری، زاویه دیواره هایی که تراشیده می شوند، نحوه عملیات ماشینکاری نهایی (Finishing)، راستای ابزار، مسیر حرکت ابزار قبل و بعد از براده برداری، مسیر نزدیک شدن به (Approach) و مسیر دور شدن از قطعه کار (Retract) از ویژگی های Prismatic Machining است.
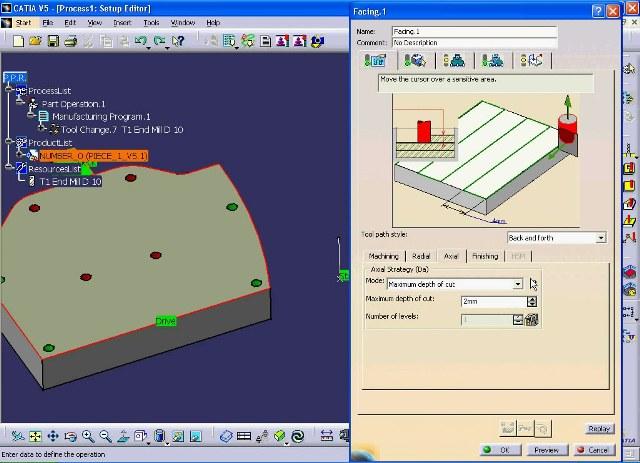
(تعریف مسیر برای کف تراشی قطعه در Prismatic Machining)
اگر کاربر در درک مفهوم پارامترهای بالا دچار مشکل شود با کلیک بر دکمه ای که در کنار پارامتر قرار گرفته است متوجه می شود که پارامتر مذکور چه قسمتی از عملیات را تعریف می کند.
در محیط Prismatic Machining از دستور Facing جهت براده برداری از کف قطعه یا سطح قطعات و یا به عبارتی کف تراشی استفاده می شود. همچنین جهت براده برداری از سطوح منحنی شکل از دستور Profile Contouring استفاده می شود.
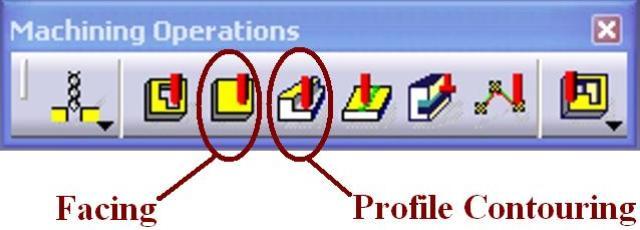
در قسمت چهارم این مجموعه آموزشی شما با دستورات پرکاربرد Facing و Profile Contouring موجود در نوار ابزار Machining Operation در محیط Prismatic Machining بطور کامل آشنا شده و با جزئیات این دستور در قالب یک مثال عملی در دو فیلم آموزشی که تهیه شده است مسلط می شوید. (قسمت هایی از فیلم در تصویر زیر قابل مشاهده می باشد. همچنین توجه داشته باشید که کیفیت فیلم عالی است و به اشتباه از تصاویر زیر برداشت غلط نشود!)
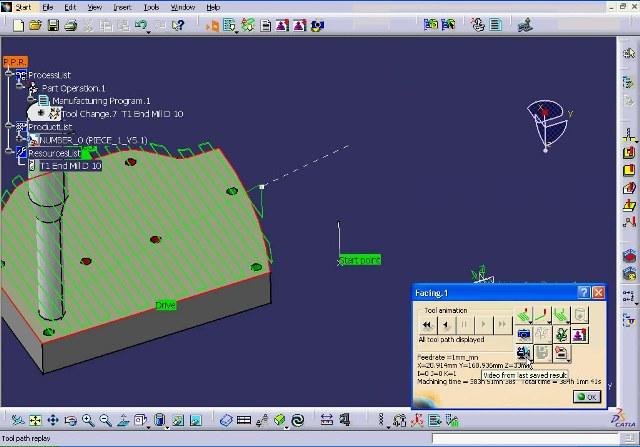
(تعریف مسیر برای کف تراشی قطعه در Prismatic Machining)
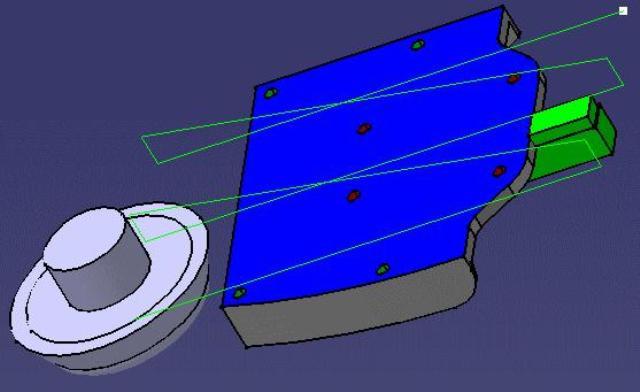
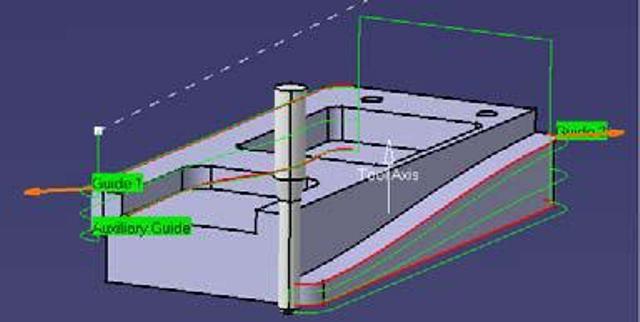
و در تصویر زیر، تعریف مسیر برای براده برداری در مسیر منحنی بر روی وجوه غیر مسطح قطعه نشان داده شده است.
جهت خرید آموزش صوتی تصویری محیط طراحی پروسه ماشینکاری و استخراج G کدهای دستگاه فرز Prismatic Machining در نرم افزار کتیا CATIA - قسمت چهارم به مبلغ استثنایی فقط 1500 تومان و دانلود آن بر لینک پرداخت و دانلود در پنجره زیر کلیک نمایید.
جهت یادگیری نرم افزار پیشرفته کتیا از مرحله مقدماتی تا پیشرفته با کمترین هزینه فقط کافی است گام به گام با ما همراه باشید
کلیه فایل های آموزشی این قسمت با فرمت Media Player و با کیفیت عالی چه از لحاظ صدا و چه از لحاظ تصویر می باشد.
!!لطفا قبل از خرید از فرشگاه اینترنتی کتیا طراح برتر قیمت محصولات ما را با سایر فروشگاه ها مقایسه نمایید!!
!!!تخفیف ویژه برای کاربران ویژه!!!
با خرید حداقل 10000 (ده هزارتومان) از محصولات فروشگاه اینترنتی کتیا طراح برتر برای شما کد تخفیف ارسال خواهد شد. با داشتن این کد از این پس می توانید سایر محصولات فروشگاه را با 20% تخفیف خریداری نمایید. کافی است پس از انجام 10000 تومان خرید موفق عبارت درخواست کد تخفیف و ایمیل که موقع خرید ثبت نمودید را به شماره موبایل 09365876274 ارسال نمایید. همکاران ما پس از بررسی درخواست، کد تخفیف را به شماره شما پیامک خواهند نمود.







